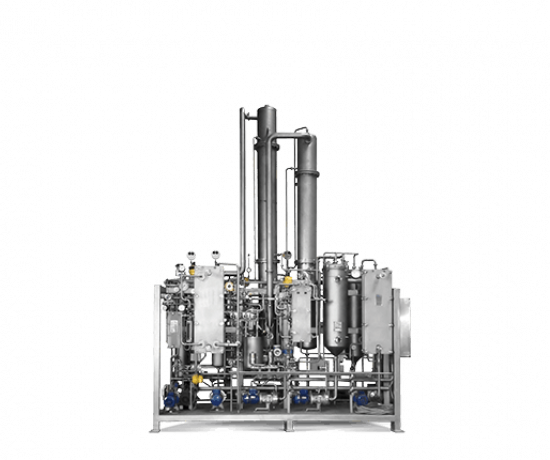
The market leading Schmidt SIGMATEC dealcoholisation system combines all the modern innovation and technology in dealcoholisation into one setup. Over the past 30 years, Schmidt has installed a combined performance of over 3500 hl/h in dealcoholisation systems. Over this period the system has seen constant evaluation and innovation, most recently sporting a trick aroma recovery system to retain as much flavour in your beer or wine as possible.
With a SIGMATEC dealcoholisation system, it is possible to make non-alcoholic beverages with as little as 0.49% to 0.049% alcohol. The SIGMATEC systems ensure gentle removal of alcohol through continuous vacuum rectification, producing a high quality end product.
Info brochures
Advantages
- Low temperature vacuum technology gives a gentle dealcoholisation
- No effluent problems
- Performance possibilities: 4-100hl/h and more
- Hot water or steam operation
- Dealcoholisation to under 0,1% alcohol
- Automatically controlled
- Subsidiary end product is industrial alcohol which is ready for immediate marketing
- Minimum aroma loss
- Flexible and adaptable to different products and formulations
Proces Description
First the product is degassed, after which the product is fed to the stripping section of a rectifying column, having been preheated in a SIGMA plate heat exchanger along the way.
Through counter flow, the product and rising vapours come in contact resulting in selective separation of the alcohol from the product. The temperatures of the fluid lie between 43 and 48°C as it flows down the column.
The dealcoholised product comes out of the bottom of the column and goes into the evaporator. Here the necessary vapours for the rectification process are produced. The produced vapours are fed back into the column, while the completely desalcoholised product leaves the plant through a cooler.
The vapours containing the alcohol can be concentrated up to 75% alcohol in the rectification section.
Aroma components can be recovered and redirected into the wine/beer, returning a more authentic tasting product. This takes place in the patented Aroma Recovery Unit. Here the alcohol vapours are cooled and condensed so it can be stored in the form of industrial alcohol. The result is saleable and can be marketed immediately.